


事業統合および社名変更のご挨拶
拝啓
時下ますます貴社いよいよご清栄のこととお慶び申し上げます。
平素は格別のお引き立てを賜り厚く御礼申し上げます。
さて、本年4月1日をもちまして、「株式会社田中」と「株式会社エスディーシー」は事業統合し、「株式会社SDC田中」(英文表記「SDC Tanaka Inc.」に社名を変更し、新たに出発することといたしました。
これまでと事業内容に変わりはございませんが、お客様、仕入先様に、弊社の事業形態や組織について、よりご理解いただきやすくかつ、より一層迅速で効率的な経営を心がけてまいります。
甚だ略儀ながら、書中をもちまして事業統合ならびに社名変更のご挨拶を申し上げます。
敬具
記
2012年3月吉日
株式会社田中
株式会社エスディーシー
詳しいお問い合わせ等は以下の連絡先までお願い申し上げます。
本社 経営管理部
〒558-0053 大阪府大阪市住吉区帝塚山中1-10-6
電話 06-6672-3701
FAX 06-6672-3753
2012年2月米国展示会
弊社では経済産業省近畿経済局と一緒に、平成23年度戦略的基盤技術高度化支援事業にかかる事業化支援事業として、海外販路開拓テストマーケティング事業を行いました。
戦略的基盤技術高度化支援事業(サポイン事業)で得られた技術やその技術を応用した技術について、客観的な反応を得やすい海外においてテストマーケティングを実施することで、早期の事業化を図りました。
実施期間
平成24年2月10日(金)~19日(日) 10日間
実施場所
日米文化会館(Japanese American Cultural and Community Center)
/米国 カリフォルニア州 ロサンゼルス
244 South San Pedro Street,Suite 505 Los Angeles,CA
田中 JISQ9100(航空宇宙品質マネジメントシステム)認証を取得
掲載日:2010年(平成22年)7月12日 月曜日
金属産業新聞
㈱田中 JISQ9100(航空宇宙品質マネジメントシステム)認証を取得
広くライセンス供与
プラズマ表面硬化処理拡販へ
プラズマ表面硬化処理、および同処理ボルト製造の㈱田中(大阪市住吉区、社長・田中信一氏、06-6672-3701)は、航空宇宙産業における国際品質マネジメントシステム「JISQ9100」の認証を取得し、航空宇宙産業におけるさらなる飛躍を目指している。国際宇宙ステーションに既に同社の技術が採用されたが、さらに米航空機での採用を目指すなどSDCプラズマ表面硬化処理のさらなる拡販を目指す。また、同処理を施すチタン合金ボルト製造のライセンスを国内・海外メーカーに供与し、さらには同処理そのもののライセンスも普及させ、航空業界への部品安定供給を図る考え。
「JISQ9100」の認証取得により、今後国際的に航空宇宙分野で「SDCプラズマ表面硬化処理」の更なる拡販を目指す。これまでSDCボルトシリーズで培ってきた研究開発・品質保証を活かして、さらにニーズに応えていきたい考え。
「JISQ9100」は、ISO9001をベースに航空宇宙産業特有の要求事項を追加した品質マネジメントシステムであり、世界の航空宇宙産業各社により設立された国際航空宇宙品質グループが制定した国際統一規格(IAQS9100)に基づき制定された日本工業規格である。
「JISQ9100」は、米国ではAS9100、ヨーロッパではEN9100として、同じ内容でIAQGにて規格化され、国際的な相互承認がなされている。
なお、同社ではさらに特殊工程認証プログラムのNadcap取得も目指している。
【取得承認の内容】
JISQ9100:2004 / JISQ9001:2008 (ISO9001:2008)。
登録事業者…株式会社田中(本社)、関連組織・南大阪事業所(大阪府南河内郡)、株式会社エスディーシー(本社・工場、大阪府堺市)。
登録範囲…「航空機および宇宙機器用プラズマ表面硬化処理および真空熱処理金属部品の製造」。
登録日…平成22年4月28日。
認証機関…日本検査キューエイ株式会社(JICQA)。
【ライセンス供与について】
①現在、プラズマ表面硬化処理したチタン合金ボルト製造について、ライセンス供与を
行う考えで、国内で5社、欧米各1社ずつについて今年中に選定する予定だ。
② プラズマ表面硬化処理技術そのものについても、今後ライセンスを広く供与していく
方針であり、現在、応募を受け付けている。技術を独占せず、ライセンス供与を広く行っていくことにより、技術の国際的な認知と普及、航空機メーカーへの部品の安定供給を図っていきたいとしている。航空機の安全を守るためにも、ねじ供給メーカーとしての信頼を守るためにも、ライセンス供与は安定供給の責任を全うする上で重要だと考えている。
また、同社は次世代型航空機部品供給ネットワーク「OWO」の発起メンバーであり、名誉会長職を務める。航空機分野への参入を企業間パートナーシップによって進めていこう、とする同社の基本的な姿勢がここにもよく表れている。
【プラズマ表面硬化処理とは】
SDCプラズマ表面硬化処理は、金属表面に炭素(プラズマ浸炭処理)・窒素(プラズマ窒化処理)を導入させて、表面の組織を改質する特殊技術。メッキなどのように金属表面に異種材料のコーティング加工をせず、表面組織そのものを変化させる方法である。そのため、チタン合金の強度を落とさずに浸炭加工がき、ステンレス鋼の耐食性を損なわずに、耐摩耗・かじり防止ができる。不純物を嫌う環境でも対応できる。硬化層が剥離してこず、また、二酸化炭素の排出の少ないクリーンな表面熱処理技術である。
国際的な信頼を得、世界16カ国が協同で取り組む国際宇宙ステーションに技術が採用され、「きぼう」棟の空調設備に用いられるチタン製部品に同処理技術が採用された。国際宇宙ステーションの機能発揮と安全に貢献している。
【開発の経緯】
研究開発を開始したのは、1986年、米国の大手航空機メーカー、ボーイング社から「飛行機を雷から守るため、チタン合金ボルトの、導電性のある表面処理の実現と、締結の際の摩擦による焼きつき問題を解決できないか」と課題提供されたことがきっかけであった。
プラズマによるチタンへの浸炭処理は、真空炉内でナノレベルの炭素イオンを拡散し、チタン表面に硬化層を形成するもの。金属の表面層を硬くするために炭素を付加するのは、従来、チタン、チタン合金、オーステナイト系ステンレス鋼などに対しては実施不可能とされてきた。しかし、大阪府立産業技術総合研究所とともにプラズマ浸炭処理技術の開発に努力を重ね、1993年、ついにチタン等の難浸炭材料に対し、グロー放電によるプラズマを利用して表面を硬化させることに成功した。
これにより、1995年に米国にて特許を取得。1999年には日本で特許を取得した。
2000年には、ボルトに実用化できると見極め、本格参入を開始した。堺工場(株式会社エスディーシー)と南大阪工場にて本格的に量産を開始。チタン製腕時計や苛性ソーダ製造装置メーカーなどから受注を獲得し、その技術は好評を得、次第に国内の航空機メーカー、自動車メーカー、科学プラント機器メーカーなどとの取引が広がっていった。
2000年に、米国ボーイング社にて技術発表を行い、航空業界参入へ向け、その技術をベースに、PR活動・営業活動を本格化。
同じく2000年には、NEDOの助成金を得、大型設備の開発を行った。
また、その頃、同業者・商社や、材料企業・総合商社OBなどから出資協力を募ったところ、37名が出資に協力した。航空業界の中で軌道に乗った暁には、出資協力者への恩返しをぜひ行いたいと新たに目標を抱き、いっそう努力を重ねた。
さらに2007年にその装置に関して特許も取得。
2002年、同処理技術は、国際宇宙ステーションに採用され、2008年に打ち上げられた「きぼう」内のチタン合金ねじ部品として一緒に宇宙へ旅立った。「きぼう」は既存の宇宙ステーションとドッキングし、宇宙空間における実験を行う施設として活躍を続けている。
現在、米国航空会社ボーイング社から次世代型航空機の部品受注を勝ち取れるよう、営業活動に力を入れている。20年以上に渡って研究を続けてきたプラズマ表面処理チタン合金ねじの技術も、いよいよ米航空機への採用獲得へ向けた最終段階にきていると言える。
また、同社では、トレーサビリティーシステム(品質情報の追跡システム)構築を完成させており、協力数社を結ぶこの提携データベースシステムは、将来にわたって威力を発揮していくものと期待されている。外注管理を正確に行っていき、材料~製造~出荷まで、同社をはじめとして、連携6社でネットワークを組んで同システムを使用していく。過去5年分、10年分、20年分と情報を蓄積していくことが可能で、強力なツールになるものと見込んでいる。
【企業概要】
㈱田中(大阪市住吉区帝塚山中1-10-6。TEL06-6672-3701。)昭和7年に創業。大戦中は軍需工場として航空機用ねじを製造していた。その後、昭和30年に現在の㈱田中を設立した。商品名に使われているSDCのブランドはspecial(特殊)、development(開発)、center(施設)の頭文字をそれぞれ取ったもの。
営業品目は、SDCボルトシリーズ、SDCクリーンボルトシリーズ、SDCプロテクトパーツ、チタン製品、SDCプラズマ表面硬化処理、SDCねじ性能試験機など。
検査設備も充実しており、SDCねじ性能試験機をはじめ、フルデジタル油圧サーボ式材料強度試験機、デジタルマイクロスコープ、レーザー顕微鏡、ロックウェル硬度計、万能試験機、軸力計、投影機、微小硬度試験機マイクロビッカース硬度計、絶縁破壊電圧試験用計測器、DOSテスター、高速ねじゆるみ測定試験機、ボルトナット有効径測定器、各種計測器など揃える。

田中 航空宇宙JISQ9100認証取得
掲載日:2010年(平成22年)6月7日 月曜日
ファスニングジャーナル
田中 航空宇宙JISQ9100認証取得
SDCプラズマ処理の採用拡大へ
信頼性確立し特殊工程規格に挑戦
㈱田中(大阪市住吉区帝塚山中1-10-6,田中信一社長)は、航空機及び宇宙産業参入への具体的な取り組みの一つとして推進してきた活動成果が実り、4月28日付けで航空宇宙産業における国際品質マネジメントシステムJISQ9100の認証を取得した。
登録範囲は「航空機及び宇宙機器用プラズマ表面硬化処理および真空熱処理金属部品の製造」。
登録関連組織は同社南大阪事業所(大阪府南河内郡河南町加納657-5)、㈱エスディーシー本社・工場(大阪府堺市堺区神南辺町4-132)。
認証機関は日本検査キューエイ㈱(JICQA)。
今回の認証取得を背景に、航空宇宙分野に向けたSDCプラズマ表面硬化処理に加えて、同処理を施したチタン合金ボルト等ねじ製品も含めた更なる採用拡大を目指しており、品質保証及びトレサビリティに裏付けされた一層の信頼性確立策として、特殊工程規格Nadcapの認定に向けた展開を図っている。
同社の航空宇宙産業への参入挑戦は1986年、米国ボーイング社に対するSDCステンレス鋼ボルトの訪問販売の際に、技術者がチタン製ボルトの将来性を見込んで提案したことが始まりである。
その後、チタン材料が持つ機能を向上させる表面処理・プラズマ浸炭処理に着目し研究開発を重ね、95年に米国、99年には日本で「金属チタンおよびチタン合金のプラズマ浸炭処理」で特許取得。
航空宇宙産業の部品等に同処理が応用できることを確認し、生産技術の構築に向けた専門組織として子会社㈱エスディーシー本社工場を設立。
プラズマ浸炭量産炉の設置を行ない、2000年に本格的な活動に入る。
エスディーシーが大型量産装置の製造開発に関し新エネルギー・産業技術総合開発機構(NEDO)の認定を受けると同時に、ねじ製造並びに販売企業を中心に参画・資本出資を募り、個人・企業37社が応募。
国際宇宙ステーション「きぼう」(08年打ち上げ)のチタン部品に同処理技術が採用され、SDCプラズマ表面硬化処理装置の自社設計第一号機が完成。
また、次世代型航空機部品供給ネットワーク(OWO)の設立に参画。
宇宙航空研究開発機構(JAXA)にチタンのプラズマ浸炭処理でスペックイン。
「プラズマ浸炭処理方法及び同処理装置」の特許を取得するなど、事業の一角に位置付けた企業ベース構築の取り組みを推進してきた。
同産業への参入をより強く推進するため、3年前に設定した五ヵ年中期計画には具体的な詳細事項として様々な目標を盛り込んだ。
その一つが国際品質マネジメントシステムJISQ9100の認証取得である。
品質管理責任者に辻宣佳研究部部長(工学博士)が就任。
基本的な準備を経て昨年から取得活動をスタート。
プロセス審査や現場審査においてそれぞれの要求事項を満たしているとの判断を受け、4月28日付けで同社及び南大阪事業所、エスディーシー本社・工場のグループ全体を対象に認証取得の運びとなった。
これにより、世界中の航空宇宙産業関連メーカー・商社等が閲覧可能なIAQG‐OASISデータベースに登録され、企業の存在アピールなど国内をはじめ欧米など同市場での新たなビジネス展開に有効なツールを備えたことになる。
同社では、SDCプラズマ表面硬化処理(浸炭・窒化)の受託加工を第一段階に据え、航空機産業向けの部品並びに部材への加工を主体に展開をおこなう。
また、経済産業省「戦略的基盤技術高度化支援事業」が3月に完了したことも踏まえ、同産業の参入条件ともなっている供給責任の確立に“プラズマ処理技術”と同処理工程を経る“チタン合金ボルト生産”のライセンス供給も実施する。
エスディーシーは現在、プラズマ表面硬化処理の専用装置大型2台と小型1台を備えているほか、品質保証面等からコア部分の社内管理が義務付けられているチタン合金ボルトの生産用に転造機・首下転圧機、蛍光探傷及び水素分析の各試験機などが導入設置され、量産対応体制の整備を着実に進めている。
さらに、航空機用部品は、その部品が使用されている期間は材料・生産工程など多様な関連事項の詳細データの保管が必須であり、加入するOWOの会員5社と航空機部品一貫管理会社のOYC社と同等権利を持つ「トレサビリティ連携データベースシステム」も開発した。
これは同産業へ参入するためには不可欠なソフトであり、既に市場を築いている企業にあっても紙ベース及び一部のみ電子化保管が多くみられるなかで、同システムは個々の部品に関わる膨大なデータをコンピューターが一元管理するとともに、トレサビリティの証明など必要に応じて所定データを短時間で検索できる機能が特徴。
先進的なシステムとして注目され、月日の経過と共に威力を発揮する。
同社では、エスディーシーへの出資者をはじめファブレスメーカーとして永年協力を得ているねじ企業の支援に対し、航空宇宙用部品の生産を実現することが恩返しと据えて、特殊工程規格Nadcapの認定並びに提供する同処理・チタン合金ボルトの機体メーカー規格へのスペックイン、採用展開を図っている。
なお、ライセンス供給のボルト生産は、製造プロセスなどの指導のもとに米国・欧州に各1社、国内5社を計画。
プラズマ処理は、「均一品質を安定供給」の観点から同社設計装置の導入を前提にしているが、専門技術の必要性をみて既にプラズマ処理を導入している業者が供与先になるものとし、一定の段階を重ねてから実施する。

表面処理技術で本格参入
掲載日:2010年(平成22年)4月16日 金曜日
日刊工業新聞
航空機を支える
表面処理技術で本格参入
【体制づくり急ぐ】
田中(大阪市住吉区、田中信一社長、06-6672-3701)は航空機用チタン合金ネジの製造体制づくりを急いでいる。
この柱となっているのが、プラズマ表面硬化処理技術だ。
同技術の特徴はチタン合金の強度やステンレス鋼合金の耐食性を損なうことなく、耐摩耗性を高められる点。寸法変化や表面粗さの変化も少ない。
メッキなどのコーティングと違い、表面の性質そのものが変化しているため、長期間使用していても硬化層が剥離しない。
高品質が要求される航空機に対応した技術といえる。
【改質技術を確立】
航空機に炭素繊維強化プラスチック(CFRP)が採用されたことを受け、締結用ボルトは導電性を確保した上で焼付きなどのトラブルを発生しないようにする必要があった。
1986年に研究をスタート。
長年かけて炭素や窒素を含浸させてチタン合金やステンレス鋼合金の表面を改質する技術を確立した。
しかし、既存装置では思うような効果が得られなかった。
このため設備開発にも取り組み、約5年間かけて03年に独自のプラズマ浸炭硬化処理装置を完成した。
すでに表面処理を手がける子会社エスディーシー(堺市堺区)で、浸炭・窒化処理装置を計3台持つ。
そして今、航空機産業への本格参入を視野に入れた体制づくりを急いでいる。
経済産業省の「戦略的基盤技術高度化支援事業」を08年に受けたのを機に、南大阪事業所(大阪府河南町)とエスディーシーに、製造装置や検査設備を09年に導入した。
「従来の尾翼だけでなく、胴体にもCFRPが採用されるようになったので需要が増える」(田中弘一会長)と見ている。
【必要手続き着々】
参入に必要な手続きも着々。
08年にチタン合金部品の表面処理で、米国の航空機部品メーカーからサプライヤー登録を受けた。
国内航空会社の設備工場による技術認定も取得。
3月に「JⅠSQ9100」認証の内定を受け、5月に正式登録の予定だ。
年内には特殊工程の「Nadcap(ナドキャップ)」を、このほか国内の機体・装備品メーカーからの認定も受ける見込み。
田中会長は「確立された製造方法を導入するのではなく、新技術で各認定を得なければならないため、参入までに時間がかかった」と振り返る。
だがこの間、「社内に品質管理への高い意識が根付いた」と自信を見せる。

航空機用チタン合金ネジ 米向け供給体制整備
掲載日:2010年(平成22年)4月14日 水曜日
日刊工業新聞
航空機用チタン合金ネジ
米向け供給体制整備
プラズマ表面硬化処理技術 田中、内外で供与
田中(大阪市住吉区、田中信一社長、06-6672-3701)は航空機用チタン合金ネジの供給体制を整える。
自社製ネジの供給に加え、国内外のネジメーカーにチタン合金のプラズマ表面硬化処理技術のライセンス供与を実施する。
これにより米国の航空機メーカーや国内の機体・部品メーカーに安定供給する。
年内をめどに国内に4-5社、米国と欧州に各1社の供与先を選定する方針だ。
田中は2008年、経済産業省が委託する戦略的基盤技術高度化支援事業として「プラズマ処理した高信頼性締結部材の開発」が採択された。
これを受けて09年に南大阪事業所(大阪府河南町)と表面処理を行う子会社エスディーシー(堺市堺区)に製造装置や検査設備を整備するなどプラズマ表面硬化処理を施したチタン合金ネジの量産体制を整えた。
しかし、航空機で求められるネジは材質やサイズ、形状が多種多様。
どのようなネジでも供給できるようにするため、同処理技術のライセンス供与を決めた。
ネジの種類が豊富になるよう製品の異なるメーカーを供与先に選ぶ。
チタン合金ネジで採用するプラズマ表面硬化処理は、摩擦による焼付きや雷による被害などを防止するために開発した航空宇宙産業向け技術で、金属の表面に炭素や窒素を含浸させて表面組織を改質する。
同技術は航空機産業への参入に必要な認証「JISQ9100」の内定を3月に受け、5月に正式登録される見込み。
特殊工程規格「Nadcap(ナドキャプ)」の認定も年内取得を見込む。準備が整い次第、ユーザーへのスムーズな供給ができるようライセンス供与先の選定を進める。

経産省が支援 技術力アピール
掲載日:2010年2月17日
日本経済新聞
部品中小5社
航空機向け共同開拓
経産省が支援 技術力アピール
チタンボルト製造の田中(大阪市)や複合材料開発のIST(大津市)など中小メーカー5社が、航空機向けの需要開拓に共同で取り組む。
経済産業省などの支援を受け、独自の技術を航空機用に改良。
機体の軽量化などに生かせる特徴を訴え、中長期で成長が見込める航空機関連市場への参入を目指す。
田中、ISTのほか、精密加工の三益工業(東京・大田)、部品加工のヒロコージェットテクノロジー(広島県呉市)、ゆるまないナットを製造するハードロック工業(大阪府東大阪市)がプロジェクトに参加する。
経済産業省などが主導している中小企業の航空機産業参入支援策のひとつで、川崎重工業の取締役の榊達朗氏が技術面の指導役となる。
3月に各社の代表者が渡米し、ボーイングや関連企業に技術を売り込む。シャープも空気浄化システムの売り込みで渡米団に加わる。
航空機は燃料向上のため機体の軽量化を推進、炭素繊維を使った複合材料などの採用を増やしている。耐熱性能の高いISTの複合材料や、整備しやすく避雷性も高められる田中のボルト・ナットなど、各社の技術の強みをアピールし新規採用を促す考えだ。
各社は製品の品質管理の体制も航空機の基準に合わせて再構築。
既存製品の周辺技術の開発や他のメーカーとの関連も進め、次世代航空機への採用を目指す。

航空機大手に技術プレゼン
掲載日:2009年12月12日
日刊工業新聞
航空機大手に技術プレゼン
近畿経産局、中小の合同提案会
【東大阪】近畿経済産業局は大阪府東大阪市で、航空機市場参入を目指す中小企業の合同提案会を開いた。計16社が自社技術や保有設備について、川崎重工業や新明和工業など航空機関連メーカーにプレゼンテーションを行った。
チタン合金ネジなどの量産体制を整備した田中(大阪市住吉区)は、プラズマ熱処理技術をアピール。I.S.T(大津市)は子会社スーパーレジン工業(東京都稲城市)などとの連携による一貫生産体制と独自の複合材料を説明。奈良精工(奈良県桜井市)は医療機器製造で培った金属加工技術で部品加工の国内調達を提案した。
ウオータージェット加工で参入を狙う能勢鋼材(大阪市旭区)は「多品種少量品のジャストインタイム納品で40年の歴史がある。航空機分野でも対応していきたい」(能勢孝一社長)と述べた。
近経局は従来、ガイダンスやセミナーのほか、航空機関連メーカーOBらによる訪問指導を行ってきた。支援を受けてきた次世代型航空機部品供給ネットワーク(OWO)の由良豊一会長は「発注者の要求水準は厳しいが、今年中に契約できるよう全力投球したい」と決意を語った。近経局は今後、2010年3月ごろに海外ミッションも予定する。

航空機用チタン合金ネジ / 田中が量産体制整備
掲載日:2009年8月27日
日刊工業新聞
航空機用チタン合金ネジ
田中が量産体制整備
月産能力1万本「787」向け狙う
田中(大阪市住吉区、田中信一社長、06・6672・3701)は、航空機用チタン合金ネジの量産体制を整えた。月産能力は1万本。南大阪事業所(大阪府河南町)と表面処理子会社のエスディーシー(堺市堺区)に、製造装置や検査設備を導入した。投資額は約8000万円。2009年度内に需要を開拓し、11年度をめどに月産2500本から始める。同年度の売上高目標は1億2000万円。
チタン合金ネジは経済産業省が委託する戦略的基盤技術高度化支援事業に採択されたため、委託費の約8000万円を設備投資に充てる。
同ネジを米ボーイングの次期中型旅客機「787」の中央翼と主翼の結合部向けに売り込む方針。同結合部は最も負荷がかかる場所で、787の就航前にトラブルが発生している。そこで品質を高めることで信頼を獲得する。
生産ではチタン合金にプラズマ表面硬化処理を施し、摩擦による焼付きや雷による被害などを防ぐ。
プラズマ表面硬化処理は、田中が航空宇宙産業や食品・薬品用機械向けにチタン合金製ボルトの焼付き防止のために開発した技術。
金属表面に炭素や窒素を含ませて、表面組織を改質する。実績では、宇宙航空研究開発機構(JAXA)が国際宇宙ステーション「きぼう」棟の部品表面処理に採用した。
航空機用ではチタン合金の強度を損なわずに耐摩擦性を高めたボルトを製造する。これまではチタン合金ネジの量産体制が整っていなかったため、航空宇宙産業からの受注は加工処理だけだった。田中は水道管用ステンレス鋼ボルトに強く、国内のほか米国でも供給実績がある。09年3月期の売上高は約7億円。航空機用チタン合金ネジへの進出は初めて。11年度には売上高に占める同ネジの比率目標を約20%に設定する。

「ゴールド・エコテック」の授与式挙行
掲載日:2009年7月17日
ファスニングジャーナル
「ゴールド・エコテック」の授与式挙行
弘陽工業、㈱田中の両会長に
本紙既報の通り、大阪府が先進的な環境技術の環境保全効果等を評価する、おおさかエコテックの認定企業が決定し、特に優れた技術に対して送られるゴールド・エコテックに、ねじ関連企業から弘陽工業㈱(大阪市中央区)と㈱田中(大阪市住吉区)の二社が選ばれた。授与式は6月30日、大阪府公館で行われ、弘陽工業からは中上敬義会長、田中からは田中弘一会長が出席し、大阪府環境農林水産総合研究所長の吉田俊臣氏より認定書を授与した。
おおさかエコテックは、中小企業等が開発した「大阪発」の先進的な環境技術・製品を評価し、特に優れた技術に贈られる称号で、今回で2回目の認定。技術評価委員会の評価のもと、①技術の先進性・独自性が高いこと、②環境保全効果・環境配慮性が高いこと、③性能試験結果等のデータが十分に示されていること、④市場性が見込まれ、経済性が高いこと―以上の点で特に優れていると認められた技術・製品として6社が認定され、うち酸性雨に強い55%アルミ亜鉛合金溶融めっき技術を開発した弘陽工業と、プラズマ表面硬化処理をしたステンレス鋼製ねじ部品「SDCクリーンボルト」を開発した田中が選ばれた。
~ 中略 ~
田中が選定された「SDCクリーンボルト」は、摩擦による焼付き現象を防止するためのプラズマ表面硬化処理を施したステンレス鋼製ねじ部品で、めっきや塗装等と異なり、表面硬化層の剥離の心配がないため、半導体・医薬品等の製造装置及びクリーンルーム内など厳しい室内環境においても使用でき、ねじ部品の焼付きによる機器の破損・故障防止にも役立ち、長寿命化を図ることができる。
東京営業所移転のお知らせ
東京営業所 移転のお知らせ
拝啓
盛夏の候、貴社ますますご清栄のことと申し上げます。平素は格別のご高配を賜り有難く厚く御礼申し上げます。
さて、この度弊社東京営業所を下記住所に移転する事となりました。
つきましては、お手数ですがお手元の名簿など、ご訂正いただければ幸いに存じます。
日頃の皆様からのご愛顧にお応えすべく社員一同、業務に精励する所存でございますので何卒倍旧のお引き立てを賜りますようお願い申し上げます。 敬具
平成21年7月吉日
記
移転先住所
〒140-0014 東京都品川区大井1-21-2-305
新電話番号
03-3778-3391
新FAX番号
03-3778-3392
SDCクリーンボルト在庫販売開始
掲載日:2009年2月27日
ファスニングジャーナル
SDCクリーンボルト在庫販売開始
田中と由良産商無公害プラズマ処理応用
㈱田中(大阪市住吉区。田中信一社長)では無公害プロセスの環境に優しいSDCプラズマ表面硬化処理を施すことにより、クリーン環境での使用を可能にした「SDCクリーンボルト」を開発。このほど由良産商㈱(大阪市西区。由良豊一社長)が同製品の即納在庫体制を整え、市場への販売窓口を一本化した流通ルートを構築し、本格的な拡販展開を開始した。重要機能部品であるねじに求められる「確かな信頼性の提供」に取り組み、現在庫の2種類に加えて、今後順次、市場並びにユーザーニーズ等に応えるエコ製品供給体制の充実に務めるものとしている。
エコ、信頼性の提供に努める
SDCクリーンボルトは精密機械、半導体、FPD、化粧品・医薬品、食品・飲料などクリーン環境を必要とする装置の構成部品ならびに製造ラインなど、幅広い箇所に適応できる。ドライプロセスのSDCプラズマ表面硬化処理が、クリーン環境下において嫌われる潤滑剤・不純物を完全に排除し、ステンレス鋼並びにチタンの耐食性を維持したままで焼付き・かじりの問題を解決。また、従来通りの非磁性状態を実現する。在庫アイテムは六角ボルトM8~M16、六角穴付ボルトM3~M10材質はSUS316およびSUS316L。現在、六角ナット、ワッシャなど附帯ねじアイテムについても在庫化を検討中。プラズマ処理加工は、一般規格品をはじめ特殊形状品にも適用でき、材質では純チタン・チタン合金(6Al-4V)にも可能で、様々なクリーン環境ニーズに応じた展開を図る。ガス抜き穴付加工、精密洗浄、クリーンルーム用特殊梱包等の各仕様についても柔軟に対応する。
SDCプラズマ表面硬化処理とは、金属の表面から内部へ炭素や窒素を侵入拡散させる浸透拡散処理の一種。真空中でプラズマを利用して硬化層を傾斜的に形成し、表面の改質処理をおこなう。塗装やめっきとは異なり、ねじ締付時にめっき・コーティング膜の剥離によるコンタミ発生(他物質の混入)の心配が全くなく、二酸化炭素などの排出ガスがほとんどない。
この技術は純チタン・チタン合金およびステンレス鋼の耐食性を劣化させずに硬化処理が可能。各材質の特殊を保ったままボルトなどの機械的性質の変化を起こさず、耐摩耗性も向上させて焼付き・かじりが防止できる。これにより潤滑剤・不純物を完全排除したクリーン環境のニーズを満たす。
田中と由良産商は「重要機能部品であるねじの信頼性を確立するためには、製品自体の品質と併せてソフト面の提供も販売責任の一部である」との両社の企業姿勢をバックボーンに、チタンボルト・ナット並びにSDCシリーズ製品を取り扱い、次世代型航空機部品供給ネットワーク(OWO)への共同参画を通じて信頼関係を深めてきた。
これを更に進めて、両社が備える市場開拓や流通商社機能等のノウハウを高度なレベルで融合させ、地球環境に優しく確かな品質と機能を追求した製品の安定供給をおこなう中で、SDCクリーンボルトを丁寧に育てていく方針。市場・ユーザーの信頼を得て普及浸透を図るとの目的から販売窓口を一本化した。これには同一ブランドでの価格競争摘発と秩序厳守化の狙いもある。
田中ではプラズマ表面硬化処理の更なる技術向上・革新を図り、航空機構成部品(チタンボルト等)をはじめとする多分野で新たな需要開拓や新製品開発に取り組む方針。
由良産商では、専門知識を有する専任者の育成が進んでおり、永年にわたり築き上げた「ねじのソムリエ」としての経験と併せた開発提案を行い、製販とユーザーを含めた情報の共有化によるシーズとニーズのマッチングを図るなど、各企業の販売・製品説明におけるサポート体制強化の展開を目指している。

由良産商:SDCクリーンボルトを在庫販売
掲載日:2008年2月2日
金属産業新聞
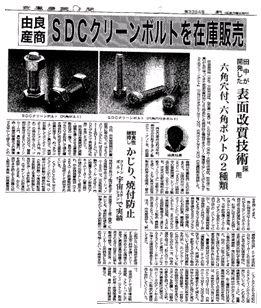
由良産商SDCクリーンボルトを在庫販売
田中が開発した「表面改質技術」採用
六角穴付、六角ボルトの2種類
由良産商㈱(本社・大阪市西区、由良豊一社長)は、このほど㈱田中(本社・大阪市住吉区、田中信一社長)が永年培ってきた表面改質技術により商品化した焼付防止機能付きクリーン環境用ステンレス鋼ボルト「SDCクリーンボルト」(六角穴付ボルトM3~M10、六角ボルトM8~M16)の在庫販売を開始した。
両社の接点は約10年前。㈱田中が供給するチタン製ボルト・ナットを由良産商㈱が在庫販売したのが始まりで、以降両社は一連のSDC(「SDC」は㈱田中の登録商標)シリーズ製品の販売や、OWO(=略称、次世代型航空機部品供給ネットワーク)活動などを通じ、ともに高付加価値製品の秩序ある販売・普及を目指してきた。
特に㈱田中は1980年代からステンレス鋼ボルトの焼付防止技術開発に取組み、81年にはSDC処理したボルトの発売を開始。また、大手航空機メーカーからの「チタン合金ボルトの焼付防止」というテーマに対し、大阪府立産業技術総合研究所と共同でグロー放電によるプラズマを利用し表面を硬化させる「プラズマ浸炭処理」技術も開発。これらが防食、電流絶縁、クリーンといった各種SDCボルトや、SDCプラズマ表面硬化処理、SDCねじ性能試験機など一連のSDCシリーズ製品・機器開発の原点となっている。
他方、由良産商㈱も“鋲螺綜合元卸”として世界的なねじメーカーとの40年以上に及ぶ取引関係を柱に、近年は国内外問わず多種多様な高機能・高付加価値ねじ製品の販売に注力してきた。地元・大阪での店頭販売にも関わらず3年前には東京開催の展示会に初出展し、豊富な商材だけでなく「提案型商社」としての側面もアピール。同展に合わせ、前記SDCボルト製品については独自に技術資料を作成し、エンドユーザーにおけるソリューション対応を心がける一方、昨年の展示会では“ねじのソムリエ”として真空パックによるSDCクリーンボルトほか様々な機能別商品をPRしてきた。
こうしたことから今回のSDCクリーンボルト販売についても、これまでの信頼関係をベースに、直需開拓は㈱田中がおこなうものの、ねじ業界向けは由良産商㈱が総販売元を担当。これを受けて由良産商㈱では、本年初から六角穴付ボルトでM3~M10、六角ボルトでM8~M16までを正規在庫品として揃えた。昨年から社内に設けた高付加価値機能部品の販売を手がける特販部や、一般卸も含め㈱田中で教育を受けたスタッフを配慮し、同製品の普及を図っていく方針。今後の需要動向次第では、同シリーズのナットや止めねじといった製品の在庫販売も検討していくという。
耐食性維持し
かじり、焼付防止
クリーンボルト宇宙ステーションで実績
今回、由良産商㈱が在庫販売に踏み切った『SDCクリーンボルト』はSUS316及びSUS316Lに、「SDCプラズマ表面硬化処理」を施したボルト。
同処理は金属表面に炭素・窒素を侵入させる浸透拡散処理の一種で、真空中でプラズマを利用して硬化層を傾斜的に形成する表面を改質処理する。めっきやコーティングと異なり、表面が剥離してコンタミ(コンタミネーション=汚染、汚れ)の発生が全くない。ドライプロセスなので、潤滑剤が使用できないクリーンルーム内、真空装置内、食品・医療用装置などの環境でも安心して使える。この技術は世界16ヶ国が参加する国際宇宙ステーション(ISS)で、日本担当実験モジュール「きぼう」内に設置するチタン部品のアキュムレーター(蓄圧器)の硬化処理として採用され、宇宙開発事業団(NASDA)<※現JAXA>より耐摩耗性を向上する技術として評価されている。
こうしたことから『SDCクリーンボルト』は、►締付け試験►機械的性質(引張試験)►高温時耐焼付き試験►耐食性試験にも良好はデータを記録しており、
①ステンレス鋼の耐食性を維持したまま、かじり、焼付きを防止する
②繰り返し使用や高温(推奨最高使用温度300度C程度)においても、傾斜的な硬化層が得られているための剥離の心配がない
③非磁性を維持する
④不純物を嫌いクリーン度が求められる環境での使用に最適
⑤真空装置で使用されるガス抜き穴使用も製造可能で精密洗浄、クリーンルーム用梱包にも対応可能-といった特徴をもつ。
使用例としては半導体製造装置、フラットパネルディスプレイ(FPD)製造装置、化粧品・医療関連製造装置、食品・飲料関連装置など。
表面処理でチタン強度向上
掲載日:2008年4月15日
日刊工業新聞
表面処理でチタン強度向上
日本を支えるKANSAIモノづくり企業◆3◆
宇宙航空研究開発機構(JAXA)の国際宇宙ステーション「きぼう」棟。ここのチタン製ネジの表面には、田中のプラズマ浸炭処理技術が使われている。表面処理技術ではプラズマ浸炭処理、プラズマ窒化処理、真空熱処理の計3種類があり、過酷な使用環境に耐えられる製品を生み出している。
同社のプラズマ浸炭処理装置は三菱重工業から特殊工程装置の認定を受けており、宇宙分野に加え航空機関連業界からも注目を集める。航空宇宙分野への参入は、86年に米航空機大手メーカーからチタン合金ボルトの耐磨耗・耐かじり性向上の要求を受けたことがきっかけ。
その後、大阪府立産業総合研究所などの市道を得て約20年間、研究開発を続けてきた。参入は決めた当時は、水道用として主力のステンレス鋼製ボルトが安定的な売れ行きを見せていた。その収益を研究開発費用に投資。当然、社内では「現状のままでも大丈夫なのに」と反対する雰囲気もあった。反対を押し切って、技術開発型企業としての歩みを決めた田中弘一会長は「航空宇宙分野に参入しなければ楽だったろうが、目標なしには社員が育たなかった」と振り返る。
研究を進め、チタン合金やステンレス鋼合金の表面を改質する独自技術を確立。チタン合金の強度やステンレス鋼合金の耐食性を損なわずに、耐磨耗性を高められる。SDCプラズマ浸炭処理の設備の開発し、子会社、エスディーシーの堺工場(堺市堺区)で小型から大型まで3台をそろえた。
「先行投資の時期は完了した。これからはいよいよ本格生産に入る」。田中会長は力を込める。大手時計メーカーの腕時計などに納入を積み重ねるうち、同技術がJAXAの目にとまった。国際宇宙ステーション「きぼう」棟のネジで、プラズマ浸炭技術を採用。茨城県つくば市などでの実験を経て3月11日打ち上げでついに宇宙空間での利用が始まった。
「採用だけでなく、実際に宇宙で使用された実績ができたことが大きい」(同)と効果を語る。航空・宇宙分野はコストや納期に加え、品質管理や保証面の納入先との信頼関係が欠かせない。「きぼう」での実績と三菱重工業からの認定は、本格参入にあたっての大きな武器となる。
航空機関係では欧米メーカーが改発を進める次世代型旅客機や、三菱重工が約40年ぶりに開発する国産旅客機「MRJ」で需要が見込める。田中は大阪府内の中小企業で構成する次世代型航空機部品供給ネットワーク(OWO)の主力メンバーも務めており、今後の飛躍に期待がかかる。

「きぼう」にチタンボルト
航空・宇宙分野向け攻勢
プラズマ浸炭処理を充実
「きぼう」にチタンボルト
田中(大阪市住吉区、田中信一社長、06・6672・3701)は、国内外で航空宇宙向けボルトの受注活動を本格化する。プラズマ浸炭処理装置は三菱重工業から特殊装置の認定を受けたほか、宇宙航空研究開発機構(JAXA)の国際宇宙ステーション「きぼう」棟でも同社のチタンボルトが採用されたため。
この実績を武器に攻勢をかけ、08年11月期に同部門も売上高を1億円強と現在の3倍を目指す。田中はプラズマ浸炭処理、プラズマ窒化処理、真空熱処理の3技術を差別化の戦略分野に据えている。
米航空機大手メーカーから86年にチタン合金ボルトの耐摩耗・耐かじり性向上の要求を受けたのをきかっけに、大阪府立産業総合研究所などの指導を受けて約20年間、同技術の確立へ取り組んできた。チタン合金やステンレス鋼合金の表面を改質するSDCプラズマ浸炭処理装置を子会社・エスディーシーの堺工場(堺市堺区)で小型から大型まで3台そろえ、本格生産への対応が可能になった。
航空・宇宙分野はコストや納期だけでなく、品質管理や保証面で納入先との信頼関係が不可欠。三菱重工業から認定を受けたことで川崎重工業や富士重工業、ナブテスコなど他の大手からも認定を受けやすくなる見込み。これに加え宇宙で稼動中の「きぼう」で同社の部品が使われたことで「単なる採用と違い、実稼動で問題ないことが確認された」(田中弘一会長)という。
田中は大阪府の中小企業で構成する、次世代型航空機部品供給ネットワーク(OWO)の主力メンバー。

由良産商など5社次世代用部品を生産
大阪の中小ネットワーク
航空機参入で新会社
由良産商など5社次世代用部品を生産
次世代型航空機部品供給ネットワーク(OWO、事務局・大阪市西区、田中弘一会長=田中会長、06・6443・3855)は4日、会員5社共同で航空機部品の一貫生産を行うための新会社を設立すると発表した。新会社の社名はオー・ワイーコープで、28日に設立予定。資本金は600万円で、社長は由良産商(大阪市西区)の由良豊一社長が就任する。
OWOは新会社設立で受注から納品までの一貫機能を果たすことで、中小企業にとってハードルの高い次世代航空機部品で納入を目指す。OWOは航空機産業参入を目指す大阪府の中小企業の組織。由良産商、田中のほか3社は三陽鉄工(大阪市福島区)、中川鉄工(同城東区)、エスディーシー(堺市堺区)。由良産商はネジやネジ部品、田中はチタンおよびステンレス鋼ボルト、三陽鉄工は超精密機械加工、中川鉄工は金属製品製造、エスディーシーはプラズマ窒化や真空熱処理加工をそれぞれ手掛けている。
04年より研究会活動や米ボーイングをはじめとする国内外の工場見学会を通じ、航空機部品へ参入するためのスキルを磨いてきた。航空機メーカーは品質管理のため、単純な仕掛かり部品ではなく工程を完結した一貫生産システムを求めており、新会社の設立を決めた。
一貫生産システムでは合金の種類や熱処理など工程、品質、原価管理など各機能を統一管理することが必要となる。新会社はこの業務を手掛けるとともに、機体メーカーから個別に寄せられる要望の対応窓口も担当する。OWOには5社以外にも約30社の会員がおり、ゆくゆくはこれらメンバーも呼び入れる考えだ。

未来に向かって「世界の翼」へ部品供給狙う
掲載日:2007年8月2日
産経新聞
関西と中部
東京一極集中への挑戦
未来に向かって
「世界の翼」へ部品供給狙う
「このチタンボルトは、落雷の衝撃を逃すことができる画期的な製品です」6月25日、米国東海岸のボルティモアで開かれた航空機部品の国際見本市「ASM2007」の会場。
大阪市住吉区のねじ製造会社、田中の田中弘一会長が航空機メーカーの担当者らに自社製品を熱心に売り込んでいた。田中さんは、航空機産業への参入を目指す関西の中小企業でつくる「次世代型航空機部品供給ネットワーク(OWO)」の会長だ。見本市にはOWOとして出展し、会員15人とPRを行った。OWOが描くのは、関西を航空機部品産業の一大集積地にする構想。田中さんは「世界中に部品を供給していきたい」と熱っぽく語る。そのお手本であり、連携を目指している相手は「中部」だ。
見本市の約2週間後の7月8日。ボルティモアから約3800キロ離れたシアトルのボーイング社工場で、次世代主力旅客機「787」の完成記念式典が開かれた。すでに世界の航空会社から700機近い受注を獲得した787の生産では、三菱重工業が主翼、川崎重工業が胴体、富士重工業が胴体と主翼とつなぐ中央翼をそれぞれ担当する。分担率でみると3社あわせて35%。いずれも名古屋の工場で造る。
787の3分の1は「メード・イン・ナゴヤ」というわけだ。豊富な木材資源と時計産業の集積を背景に発展した中部の航空機産業には90年近い歴史がある。戦前・戦中は「零戦」をはじめとする軍用機、戦後は純国産旅客機「YS-11」の製造を手がけ、今も機体部品分野で国内シェアの7割を中部が占める。平成7年に就航した「777」では日本メーカーの分担率は20%だった。
それが787で大幅に向上したのは、昭和50年代からボーイングと共同で積み重ねてきたノウハウと高い品質が評価された結果だ。とくにボーイングが主翼を外部委託するのは初めてで、「航空機メーカーとしての地位が上がった」(三菱重工)と意気が上がる。
国内航空機産業の市場規模は約1兆1900億円(平成18年)。まだ自動車産業の50分の1にすぎないが、前年比25%増と高い成長率を誇る。三菱UFJリサーチ&コンサルティングの内田俊宏エコノミストは「航空機産業は、自動車や液晶・半導体産業に続く中部経済の牽引役になるはずだ」と指摘する。
ただ航空機産業の活況が続くなか、ある懸念が中部で浮上してきた。それは地元での外注先の確保難だ。中部では自動車や工作機械が好調に推移しているため、市場の小さな航空機に関心を示す企業は少ないという。「航空機の増産が計画されているのに、地元企業の育成が間に合わない」ともらす中部の航空関係者もいる。
そこに入り込む余地がある、と田中さんはみる。平成17年結成されたOWOには、超精密加工や金属製品製造など腕に覚えのある中小企業約20社が参加。昨年はメンバー20人でボーイング工場を視察し、同社副社長との面会にこぎつけた。
だが、航空産業への参入にはボーイングなど機体メーカーの技術評価を通過しなければならず、海外との折衝などで時間と労力が必要だ。田中さんは「一社で立ち向かっても限界がある。中小企業が連携し、共同開発や情報交換することが重要だ」と語る。それだけに、中部の大手メーカーと連携が必要となる。
関西のあるシンクタンク関係者は「自動車産業の下請けは車体メーカーが囲い込んでおり、取引のない関西の中小企業にとって敷居が高い。だが、航空産業は中部の中小企業が積極的に参入していないため、関西企業にもチャンスがある」と指摘する。
ここに来て三菱重工が国産初のジェット旅客機「MRJ」の実現に動き出すなど、国内航空機産業に追い風が吹いている。三十数年前に生産中止が決まったYS-11以来の日の丸飛行機の実現には技術の継承という使命もある。その波に関西も乗ることができるか-。もともと関西には金属加工やエンジン、電子部品など航空機製造につながる可能性を持った産業の集積がある。
未来の基幹産業の創出を目指す田中さんたちの挑戦は、関西全体が取り組むべきテーマでもある。東京一極集中の是正に向け、関西と中部という2大都市圏は手を携えることができるのか。最終章のシリーズでは今後の課題を探る。

CFRP締結用チタン合金ボルト
掲載日:2004/10/17
ファスニング・ジャーナル
㈱田中・田中会長が航空機部品フォーラムで発表
新たな航空宇宙産業の発展を期す「2004年国際航空宇宙展(ジャパン アエロスペース2004)」が6日~10日、パシフィコ横浜で開催。世界25カ国・地域から340を越える企業・グループが出展した。会期中の7日には、これからの航空機部品供給のあり方を考える「次世代型航空機部品供給フォーラム」(主催は大阪市)が東京都三鷹市産業プラザで開かれ、航空機・宇宙開発産業の著名人の講演・プレゼンテーションが行なわれた。そのなかで㈱田中の田中弘一会長は落雷対策の新製品「CFRP締結用チタン合金ボルト」をテーマに開発プロセスなどを発表した。
【はじめに】
当社は祖父が72年前に創業しボルトを冷間鍛造で製造した我国の草分け的存在です。去る大戦中には、軍需工場として航空機用ねじを製造し、川西航空機に納品していました。戦後の一時期はデフレ不況などで危機もあったが、父と私が力を合わせて持ち直し今は4代目の長男にバトンタッチを果たしました。
【コア技術の開発目標】
84年にはステンレス鋼ボルトで適切な締り力を提供するオリジナル商品を販売する目的でアメリカのワシントン州シアトル市に現地法人を設立。その営業活動の中で、世界最大の航空機メーカーボーイング社に出入りを許可され、チタン合金ボルト締結する時に、ねじ部のすり減りによっておきる、かじりや焼きつきを防止し、しかも導電性のある表面処理の開発を求められました。
この時代の背景として、85年8月には日航機のB747が御巣鷹山に墜落し、520名の人命が失われ、86年1月にはアメリカで宇宙計画の有人飛行チャレンジャーの墜落事故がありました。その直後の2月、B777の設計開発に入っていた時期に、ボーイング社のファスナー技術部長ロバート・パーカー氏から授かったこのニーズの重みを感じずにはおれません。
この技術開発の目的は、B777がCFRPを、水平尾翼・垂直尾翼に使用するにあたり、落雷対策としてチタン合金ボルトに採用されている現状の電流を絶縁する表面処理に変えて、導電性のあるものにして乗客乗員の安全飛行を図ること。しかもコストを製造面・メンテナンスにおいても安価に行なえるようにという目標がありました。
以来18年の年月がかかりましたが、このたびボーイング社では次期航空機B7E7の製造決定にあたり、この新製品を使用するための採用試験をして頂いています。85年9月のプラザ合意は輸出をするものにとって不利となり、86年3月にアメリカでの活動を休止する決断を致しましたが、その一ヵ月後にこの技術ニーズを知ったわけです。以来アメリカでの痛手を回復し、93年になって大阪府立産業技術総合研究所のご指導によって「チタン合金のプラズマ浸炭処理技術」の開発に成功しました。
【開発技術の利用】
95年アメリカで、99年には日本でも特許が確定。この技術利用として95年に純チタンボルト浸炭処理をおこない商品化したことに始まり、00年にはセイコーのチタン製腕時計の外装部品に採用された。一昨年には世界の国々が参加している「国際宇宙ステーション」において日本が担当している実験棟「きぼう」に設置されたアキュムレーターに採用され、純水が流れて温度を調整する重要な役割を果たしています。このことは日本のNASDAによってアメリカのNASAに同時に採用されたことになります。今日では更に広がりが出ており、自動車のエンジン部品、苛性ソーダーの製造装置やコンピューターのチタン部品さらに飲料水の原液を入れるステンレス鋼容器のねじ蓋など、チタンだけではなくステンレス鋼のような難浸炭材に利用されるようになった。これは、ボーイング社が要求するチタン合金ボルトに技術採用されるために、機械的性質を劣化させることなく浸炭加工をおこなう技術開発に成功したからです。
【新製品開発のプロセス】
プラズマ浸炭加工を製造工程に入れたCFRP締結用チタン合金ボルトの新製品開発のプロセスを発表します。95年にアメリカで特許が確定したことを機に、大阪府の研究所内のインキュベーター室に小型装置を設置して自社の加工ノウハウを蓄積することにしました。86年以来ボーイング社との連絡は途絶えていましたが、丁度そのころ東レに勤務していた友人がCFRPの担当事業部長をしていましたので、ボーイング社に開発に成功したことを伝えてもらって何回か交信を重ねていただきました。その記録の中で、パーカー氏がまだ在職中であることを知り、パーカー氏宛に「再会してお礼を申し上げ今後のことをお願いしたい」と手紙を出しました。その返事が届き、再会することができました。この日から今日にいたる間は喜びと困難の連続。一つ山を越えれば又次の山がありました。しかし航空機事故によって520名の犠牲者を出したこの日本で生まれた技術が、乗客乗員の安全のため、に世の中で必要であるとの沢山の方々の支援によって、私を使ってくださり、神様に生かされて生きることができ、パーカー氏が求めた全ての要望に応えることができたのだと確信いたしております。
99年のボーイング社BMTでの会議では、当社は硬くする技術によってボルトではなくナットに利用してくださいと申しましたが、ボルトに利用できない技術は必要ないといわれました。そこでチタン合金ボルトに使用できることを技術目標に掲げ、低温(ここでは時効処理温度と共存できる温度400度C~700度C)でプラズマ浸炭処理ができる技術開発に取り組み、00年5月そして8月の2回、ボーイング社を訪問してその達成を報告しました。
丁度そのころセイコーも採用が決定致しましたので、製造子会社SDCに大型量産装置を設置しておりました。次のステップとして量産に対して確認いたしました。ところがこの装置は低温におけるコントロールが充分におこなえませんので小型装置の条件通り加工することができません。これではボーイング社に採用になっても量産できなければ技術利用ができません。
そこで自前の技術で目標を達成できる計画を立てて01年10月経済産業省に申請しました。そしてNEDOの助成金をいただいて昨年3月に高性能なプラズマ浸炭装置を完成することができました。これによって全ての強度レベルをクリアーしてしかも安いコストで量産可能な体制を整えることができた。昨年10月、私を支えてくれて今では友人のロバート・パーカーご夫婦をお礼の気持ちをこめて日本に招待。ねじ製造の協力会社・本日出席しておられます榊様の導きで航空機製造メーカーを訪問し大阪府の研究所そして当社の研究開発の設備を見ていただきました。
これら(設備の写真)は当社の研究開発用および試験設備です。この弾・塑性域締結用ねじ性能試験機は国有特許の実施権を取得して製造した設備ですが、このたびボーイング社のM&PTでB7E7に採用していただく当社の最大のセールスポイント「トルクとテンションが安定して一定に管理できる」に加えて、熱帯・寒帯において保守点検するときでも安定した締付け管理ができることを実証するデータを出すことに威力を発揮してくれまして、それを解析して提出しました。また疲労試験機も高価なものですが、一回一回外部に試験に出していますと費用がかさむだけではなく時の間にあいません。限られた日数の中で目標を達成するには航空機用ねじの評価に欠かせない試験設備です。
日刊工業新聞で報道していただきましたが、浸炭処理によって疲労強度が劣化するという問題で最後まで苦しみました。しかし浸炭加工後にねじ転造という製造工程がショットピーニングの役割を果たしてくれて、引張り・引張りの繰り返し疲労試験において(それは実際に航空機が何年何十年と飛行を続けた場合を想定したとき)、浸炭加工をしたボルトが、浸炭無しものに比べて何倍も疲労強度が向上することを実験によって実証しました。
【おわりに】
昨年12月号の航空技術に「飛行機シンポジウム」で全日本空輸整備副本部長・牧信介氏が「大型機の国内運航をその技術対応について」特別講演された記事の中で、日本の特殊な気象環境について述べておられます。それは「日本は雷の多発地帯であり、夏・冬ともに多く発生するが、冬季、雷は地球上で日本とスカンジナビア半島(ノルウェー)にしか見られない特異な気象であり、日本ではとくに日本海側で頻発する」と書かれています。
ボーイング社のファスナー技術者が要望したことを作りこんだ、この日本発のCFRP締結用チタン合金ボルトがB7E7に採用され、ひいては来るべき次期国産ジェット旅客航空機製造に貢献させていただけますよう、今日ここにご出席の皆様方の絶大なるご支援によってボーイング社にその声が届きますことを念願致しております。
田中とメイラが出展
第11回国際航空宇宙展開く
国際航空宇宙展は1966年の第一回目(航空自衛隊入間基地)から数えて今回で11回目。回を重ねる毎に参加企業が増加し、国際的に期待が広がっている分野である。

SDCプラズマ浸炭処理装置を開発
掲載日:2003/6/30
金属産業新聞
設備の販売を開始
処理品の市場化偉大に期待
㈱田中(本社・大阪市住吉区帝塚山中1-10-6、電06-6672-3701)並びに㈱エスディーシー(本社・大阪府堺市神辺町4-132 電072-224-7477)は、永年「チタンのプラズマ浸炭処理」技術の開発に取り組んできたが、先頃、従来のプラズマ浸炭処理装置をさらに大幅に高性能化した「急冷型低温域制御高性能化プラズマ浸炭処理装置(SDCプラズマ浸炭装置)」の開発に成功した。
これに伴い自社での受託加工の拡大とともに、プラズマ浸炭処理加工品分野の一層の普及をめざして同装置の販売を開始した。同装置の販売に当たっては、代理店・契約窓口として三井物産㈱関西支社・機械情報産業部の協力を得ている。
今回、開発に成功した「急冷型低温域制御高性能化プラズマ浸炭処理装置(SDCプラズマ浸炭処理装置)」は、2001年10月に新エネルギー・産業技術総合開発機構(NEDO)の実用化開発女性事業の採択をうけ、今年3月末に期待通りの目標を達成し完成したもの。
これには、品質目標達成指導として技術士・石井榮一氏(故西堀榮三郎先生・研究者)、機械総合設計指導として技術士・入江稔氏(第3回発明大賞受賞)による総合指導監修のもとに、㈱田中及び㈱エスディーシーの総力を結集して完成。4月3日にはNEDOの確定検査に合格し、自社での受託加工の拡大とともに、プラズマ浸炭処理加工品分野の一層の普及をめざして同装置の販売を開始することになったのものである。
「SDCプラズマ浸炭処理装置」の特徴は難浸炭材の金属チタン(純チタン・チタン合金)とオーステナイト系ステンレス鋼にその耐食性を劣化させずに浸炭加工が可能で、その潜在的な需要は薬品・食品・飲料業界などに数多くある。微量でも不純物や他の薬品が混入してはならない各種機器・製品では、ステンレス鋼製ネジ部品(継手・ニップル)の焼付防止や回転部の磨耗防止には、潤滑剤等の薬品が使用不可のためである。また航空機用ファスナー分野では、国産航空機用を含め次世代航空機用ファスナーへのプラズマ浸炭処理をしたチタンボルト類の需要増加が期待されている。
㈱田中(本社・大阪市)並びに㈱エスディーシー(本社工場・大阪府堺市)の沿革と「プラズマ浸炭処理」技術開発の取り組みは、次の通り。1932年、田中幸商店を創業。1955年、田中製作所を設立。1971年、㈱田中製作所に法人改組。1984年、米国現地法人「SDC USA CORP」を設立。1988年、販売会社として㈱エスディーシーを設立。1991年、㈱田中に社名変更。1992年、大阪府立産業技術総合研究所の指導により「チタンのプラズマ浸炭処理」技術の開発に成功し、95年にアメリカ、98年に日本での特許が確定した。
この間、1996年に研究開発用に小型プラズマ浸炭処理装置を設備し、99年に南大阪事業所(大阪府南河内郡河南町)を竣工。同年、㈱エスディーシーを製造子会社として、大型プラズマ浸炭処理装置を大阪府堺市が賃貸する「テクノフロンティア堺」内に設備。良く2000年、「経営革新支援法」の承認を受け、セイコー㈱のチタン製腕時計の外装部品をプラズマ浸炭処理加工で量産。2001年、世界最大の苛性ソーダ製造装置メーカーに技術採用をうけ同装置のチタンねじ部品への受託加工を受注。昨2002年は世界16カ国が参加する国際宇宙ステーションに我国が担当する実験棟「きぼう」のチタン製部品が宇宙開発事業団によって技術採用された。
現在では、我国を代表する航空機、自動車メーカー、化学プラント機器メーカーをはじめ数十社にのぼる様々な機械メーカー及び部品メーカーから技術評価を得ている。なお、「チタンのプラズマ浸炭処理」技術の開発に取り組んできた㈱田中並びに㈱エスディーシーの代表取締役社長・田中弘一氏は、1999年に㈱エスディーシーの代表取締役社長を子息の田中信一氏に譲り、自らは代表取締役会長に就任。さらに今年6月21日付けをもって、㈱田中の代表取締役社長も田中信一氏に譲り、自らは代表取締役会長に就くことになった。

浪速のネジ 宇宙へ翔べ
掲載日:2007/7/12
夕刊フジ
(新)神内治の大化け前の関西中小企業
2010年の完成をめざし、米国、ロシア、日本、カナダ、ESA(欧州宇宙機関)が協力して推し進めている国際宇宙ステーション(ISS)計画。日本はISSに実験モジュール「きぼう」を取り付け、各種の実験を行う予定になっている。
宇宙航空研究開発機構(JAXA)が進める、その日本の実験棟に、大阪の中小企業の持つ技術が採用された。ボルト・ナットメーカーの田中(田中信一社長)が開発したプラズマ浸炭技術だ。
宇宙空間に設置される実験棟には、温度調節をするために、冷却水を流す配管が欠かせない。配管には、内部の圧力を一定に保つためにアキュムレータ(蓄圧器)が取り付けられる。チタン製アキュムレータを組み立てる際に、ネジ部で締付けと取り外しを繰り返すと、ネジのかみ合い面で摩擦が生じ、やがてネジ山が膨張して動かなくなってしまう。この‘焼付き‘という現象を防ぎ、チタンの耐摩耗性を向上させるのがプラズマ浸炭-プラズマの放電を利用し、チタンの内部まで炭素イオンを浸透させ、劇的に硬度を上げる技術。
田中弘一会長(66)は、この10年間、大阪府立産業技術総合研究所と共同で、その技術開発に取り組んできた。だが、「アキュムレータを製造するメーカーが、たまたま当社のホームページを見てアプローチしてきたのです。幸運だったというしかありません」と話すように、開発の目的に、最初から「宇宙」があったわけではない。
同社は1932年、田中会長の祖父・幸次郎氏がボルト・ナット販売業の田中幸商店を創業したのがスタート。主に堺の自転車産業向けにネジを納品していた。
54年にいったん解散するが、翌年、2代目の父・一雄氏が田中製作所として再興。田中会長が3代目の社長となったのは、71年だ。
事業を大きくするは、特許技術を注入しないといけない。他人にマネされるような商品をつくっていたのではダメだ-。
そう考えた田中会長は、顧客のニーズを取り込んで、次々に新製品を開発、特許を出願していった。代表的なものが、冷間鍛造でつくる水道用のステンレス鋼ボルトだ。
「ボルト・ナットは締付けるときに焼付きという問題が起こる。これを解決するのにどういう方法がいいか」を考え、ステンレス鋼に特殊コーティングを施したSDCボルトを開発。焼付防止のほか、電食を防ぐ機能を備えたSDC防食ボルト、交流1000ボルトに耐える絶縁効果を持つSDC電流絶縁ボルトなどをシリーズ化。最盛期には、同社のボルトが水道用で5割のシェアを占めたこともあり、いまも水道用のステンレス鋼ボルトは主力製品だ。
オンリーワンの技術が結実
チタンのプラズマ浸炭処理技術は、95年に米国、99年に日本での特許を取得。この3月には、製造方法装置で、製造子会社のエスディーシーが、新たな特許を取得した。
「開発の端緒となったのは、実は航空機メーカーのボーイング。航空機用ネジにプラズマ浸炭技術を応用し、ボーイングに採用されることが狙いなのです」
空を越え宇宙空間へ飛び出したことで、‘目標‘への距離は大きく縮まったといえる。

OWO関連記事
OWO:次世代型航空機部品供給ネットワーク・関連記事
OWO掲載記事一覧
OWOホームページ「掲載記事一覧」ページへリンクしています。
チタン合金ボルト製造
掲載日:2004/11/7
日本経済新聞
匠を磨く
強くて軽く、さびないチタン合金。用途は急増しているが、磨耗すると焼付きを起こしてしまうのが泣きどころ。この弱点を従来の被膜形成で補うのではなく、表面自体を硬くする「プラズマ浸炭処理」の手法を大阪府と共同で開発したのがエスディーシー(SDC)だ。
減圧した炭化水素ガスに直流電圧をかけて生じるプラズマ中の炭素イオンで、真空炉内のチタン合金を数時間処理。炭素は拡散しながら浸透し、表面に硬化層を作る。1995年には米国で特許を取得した。創業者の田中弘一代表取締役は「ここまでは順風満帆だった」と振り返る。
真っ先に航空機メーカーが関心を示した。現在は被膜で覆ったチタン合金ボルトを使っているが、膜のために絶縁状態となり落雷の影響がボルト周辺に広がる。安全性に問題はないが、航空機の保守費用がかさむのが難点だ。導電性を保つプラズマ浸炭処理なら解決できる。
「浸炭処理」世界に示す
98年、米ボーイング社に採用を正式に提案した。だが、ボーイングはひずみが生じにくいセ氏七百度以下での作業環境を要求、「夢の中でも悩む日々が始まった」(田中代表)。加工条件を何度も変更しては表面にできるかすかな傷の原因究明を繰り返す。
失敗作の山に立ち尽くす技術者を、田中代表は「航空機の安全に不可欠の技術」と励まし続けた。約二年の苦闘の末に低温加工法を確立。現在は次世代機「7E7」用の耐久試験もクリアし、認定は目前だ。
田中代表はボーイングの要求に応じるうちに「浸炭技術で関西のボルト産業の底力を世界に示したい」という夢を持つようになった。浜中ナット(姫路市)、大東鋼業(東大阪市)、ケーエム精工(同)、増井鉄工(松原市)、ミヤガワ(柏原市)の製造五社と商社の由良産商(大阪市)、三人のねじ職人の出資を受け、浸炭技術による次世代部品の開発ネットワーク構築に乗り出した。
今、関西のボルトは素材をつなぎ、夢を紡ぐ。

航空機部品受注へ連携
掲載日:2004/9/30
日本経済新聞
大阪の中小五社米ボーイング 次世代機に照準
大阪市の中小企業製造五社が米ボーイング社の次世代航空機「7E7」の部品供給を目指すネットワークを構築する。付加価値の高い航空機市場に参入するため、中小企業が固有の技術を持ち寄り、連携しながら最新鋭の航空機に用いる部品や新素材の開発や共同受注に取り組む。東大阪市の小型人工衛星開発に続く航空宇宙関連のプロジェクトを目指す。
OWO(大阪市次世代航空機部品供給ネットワーク
「大阪市次世代航空機部品供給ネットワーク」(仮称)に参加するのはねじ製造の田中(住吉区)、金属加工の三陽鉄工(福島区)など五社。大阪市がオブザーバーで参加する。現段階では任意の組織だが、近畿経済産業局の「近畿産業クラスター計画」の助成金交付を申請中で、より強固な共同受注のグループ構築を進める。
事業を主導する田中は金属の強度を増す浸炭処理を施し、チタン合金を改良する技術を開発した。現在、7E7の避雷対策も兼ねたボルトの採用を狙いボーイング社の試験を受けている。三陽鉄工は精密加工技術でエアバス社の航空機用としてピストンヘッドの納入実績がある。両社を中心に相互に連携補完して部品や新素材を開発する。
十月七日に航空機関連企業が集積する東京都三鷹市で、三菱重工業や川崎重工業など航空関連企業の技術者を交えたフォーラムを開催、発注企業を含めた連携を模索する。十月六日から横浜市で始まる国際航空宇宙展も同ネットワークでブースを構え、高い加工技術を売り込む。
大阪市が昨年実施した市内の製造業調査によると、航空関連の技術を持つ企業は約百社ある。今後はこうした企業とも連携を広げる。関西では新明和工業などの大企業が航空機事業を手掛け、東大阪では中小企業による小型人工衛星開発プロジェクトが進む。関西での航空宇宙ビジネスのすそ野が広がってきた。
厳しい要求仕様受注なら技術に「お墨付き」
航空機の部品は様々な先端的製品の中でも特に要求が厳しい。ねじメーカーの田中は浸炭処理したチタン合金ボルトで現在、米ボーイング社の旅客機、7E7向けの採用テストを受けている。
採用が決まれば波及効果は大きく、航空機以外での受注も期待できる。
金属加工の三陽鉄工は五年前から欧州エアバスの油圧部品などを三菱重工業の下請けで受注した実績があり、今後は7E7での受注を目指す。
7E7はボーイング社が2008年就航を目指して開発中の中型機で座席数は二百-三百。東レの炭素繊維複合材を採用している。期待開発・生産に三菱重工、川崎重工、富士重工などが参加。日本企業の担当比率は35%に達する。

~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
浸炭処理
鋼材の表面に炭素を浸透させて硬度を高める手法。チタンは浸炭処理が難しかったが、田中は一定圧力に保った炭化水素ガスの中にチタンを入れ、放電する工程を開発した。発生した炭素イオンが高速でチタンに衝突、浸透して表面に炭化物の層を作る。チタン合金は耐摩耗性が飛躍的に増す。7E7は炭素繊維複合材の固定に、導電性があり機体の落雷対策にもなるチタン合金ボルトの採用を検討している。軽くてさびず、正確な締付け能力も備える浸炭処理部品の優位性が発揮できる。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
浸炭処理で耐久性
掲載日:2004/7/5
日刊工業新聞
チタン合金ボルト
航空機・車向け
田中は金属表面に炭素を入れ込む浸炭処理を行うとチタン合金ボルトの疲労特性が向上することを突き止めた。定説を覆す現象で、今後チタン合金や浸炭処理の用途拡大に貢献しそうだ。すでに米ボーイング社の旅客機向けの採用テストを受けているほか、年内にも自動車の補修市場に乗り出す。
今回テストしたチタン合金はチタン90%、アルミニウム6%、バナジウム4%の組成。直径は8㎜で、長さは40㎜。炭素を入れ込んだ層は1μm以下。炭素繊維を機体にはり付けるボルトなどへの採用を想定してる。
疲労特性にはボルトにナットを取り付け、頭部分とナット部分を反対方向に引っ張る実験で確認した。引っ張る強さはボルトがちぎれる限界の35%と10分の1の同3.5%を繰り返した。その結果、浸炭処理をしなかったチタン合金が46万4500-129万回でちぎれたのに対し、浸炭処理したボルトでは153万5000-685万100回に達した。
引っ張り強さが35%以下ではこの傾向がより強く表れ、引っ張り力が31%と3.1%の繰り返しでは、1000万回を突破した。逆に35%を超えると浸炭処理をしない方が特性が良かった。
浸炭処理をすると表面が硬くなり正確な締付けができる。このため航空機などのように長時間振動が加わっても、ボルトが緩まないため、点検が容易になる。ただ、浸炭処理すると疲労特性が落ちるのが難点だったが、同社はボルト生産では一般的な転造工程を採用することで、クリアした。
チタン合金は軽いため航空機や自動車に用いると燃費を改善できる。

チタンのプラズマ浸炭
掲載日:2003/3/24
金属産業新聞
広がる技術利用分野
㈱田中並びに子会社の㈱エスディーシーは、「金属チタンのプラズマ浸炭処理(PCT技術)」の開発に成功し、昨年5月には宇宙開発事業団(NASDA)→現在:JAXA、が参加する国際共同プロジェクト「国際宇宙ステーション計画」のチタン部品の加工技術に採用された。またセイコーのチタン製腕時計の外装に採用されたほか、自動車のエンジン部品、苛性ソーダの製造装置のチタン部品など、量産レベルの重要部品に次々と技術利用されている。
開発の動機としては、世界最大の航空機メーカー「ボーイング社」のB777が炭素繊維入強化プラスチック(以下CFRPという)を特に尾翼の水平尾翼、垂直尾翼に使用するにあたり落雷対策として、チタン合金ボルトに採用されている現状の絶縁する表面処理に変えて導電性のあるものにして安全飛行のためにコストを安く製造を行う目標があったこと。
その技術ニーズから1993年に生まれたのが、大阪府立産業技術総合研究所の技術指導のもとで開発に成功した「金属チタンのプラズマ浸炭加工」である。
これに関連して1988年に設立した子会社・㈱エスディーシーが1999年に経営革新法の認定を受け、堺工場(「テクノフロンティア堺」内)に大型プラズマ浸炭真空熱処理炉を設備した。
さらにプラズマ熱処理装置の新技術として、①熱処理加工業界では金属のひずみの生じにくい700℃以下を低温域とされているが、同社は700℃から400℃の温度域で浸炭処理を行うことに成功した。これによって、この温度域で高性能に温度が制御でき、急冷装置を加えることによって、生産の高性能化を期待できるだけでなく複合の加工処理を同時に行えることを目的に浸炭処理装置の新製品を製造している。
また②急冷式真空熱処理炉を組合わせることにより、処理温度より急冷することによって疲労強度を向上させる技術の実用化に取り組んでいる。これに伴い急冷によって処理時間が短縮できて省エネルギー効果が期待されている。このプロジェクトは新エネルギー産業技術総合開発機構(NEDO)から支援事業の採択をうけ、完成後は堺工場に設備する予定である。
プラズマ浸炭処理は、これまでの浸炭では不可能とされていたチタンやステンレス鋼といった難浸炭材料への浸炭を真空炉にてプラズマ放電を利用し、金属内部に炭素を傾斜的に固溶させ、または表面に炭化物を形成させ硬化させる処理。
またCO2をはじめとした排出ガスも殆どないクリーンで環境にやさしい技術であり、将来性が期待されている。
特に同社が目標としているのが「純国産ジェット機製造に貢献できるチタン合金ボルトの新製品開発」である。
この新製品チタン合金ボルトの用途は、飛行機構造材料として今後、ますます使用量が増加するCFRPの締結用として需要が見込まれている。

国際宇宙ステーションに一役
掲載日:2002/7/2
日刊工業新聞
田中のプラズマ浸炭処理技術
田中のプラズマ浸炭処理技術が米国、日本、ロシアなどが参加する国際共同プロジェクト「国際宇宙ステーション計画」のチタン部品加工に採用された。
日本が担当する実験棟「きぼう」内に設置するチタン部品のアキュムレーター(蓄圧器)の表面処理に使われたもので、チタンの軽くて強くて錆びない特徴を維持して摩擦抵抗を減らし耐摩耗性を向上する技術が評価を受けた。採用を機に加工技術を広めて、他のチタン製部品への利用拡大に努める考え。

チタン部品加工に採用
同技術はプラズマ電源を使って、真空中にナノレベルの炭素イオンを注入して炭素を拡散し、チタン表面に炭化物を形成する。
今回冷却水配管内の圧力を調整するアキュムレーターのネジ付き部品加工に用いられた。アキュムレーター内は潤滑のための油などの不純物を嫌うため、同技術が採用されてもので、組み立てるや使用時の焼付き防止に一役買う。
国際宇宙ステーション計画は84年に構想が始動し、98年初フライト。日本の「きぼう」は04年に打ち上げられる予定。同社はステンレス鋼やチタン製などのボルト、ナットメーカー。米国ボーイング社と直接交流して、プラズマ浸炭処理技術で同社の技術評価をクリアするなど実績を上げている。
国内最大級の熱処理炉完成 チタンのプラズマ浸炭処理技術
2002/11/19
日刊工業新聞
NEDOが支援
田中が開発した金属チタンのプラズマ浸炭処理技術実用化に新エネルギー・産業技術総合開発機構(NEDO)が支援に乗り出し、チタンネジの表面処 理用大型熱処理炉が完成する。官民一体で次世代航空機用ファスナーとしての道を開き、航空・宇宙という新市場開拓で国内ネジ業界活性化に役立たせる。
次世代航空機用ファスナー官民一体化で実用化
プラズマ浸炭処理技術は田中が大阪府と共同開発したもので、大型熱処理炉は田中の製造子会社のエスディーシー堺工場(大阪府堺市)に設置する。一度に600キログラムが処理できる日本では最大規模の熱処理炉。
同技術はこれまで不可能とされていたチタンやステンレス鋼などの難浸炭材料への浸炭を、真空炉内でナノレベルの炭素イオンを拡散し、チタン表面に炭化物を形成する。チタンの軽くてさびない特徴を維持し、摩擦抵抗を減らし耐摩耗性を向上させる。
米国ボーイング社などの次世代航空機開発には、軽量化のため炭素繊維強化プラスチック(CFRP)を多 く使う計画。CFRP締結には導電性を持ち機体の落雷対策工程が省けるプラズマ浸炭処理したチタンネジの採用が期待され、日米の航空機関連企業に採用を働きかける。
今年5月には宇宙開発事業団(NASDA)が参加する国際共同プロジェクト「国際宇宙ステーション計画」のチタン部品に田中のプラズマ浸炭処理が採用され、評価を受けた。
国内ネジ産業は電気や自動車業界の海外進出によって空洞化を余儀なくされており、新たな市場開拓が求められている。